


Što stroj za cijevi zapravo radi
Stroj za cijevi je bilo koji pogonski ili mehanički pokretan alat dizajniran za rezanje, uvijanje, savijanje, utore ili na drugi način oblikovanje cijevi u oblik pogodan za ugradnju ili izradu. Pojam pokriva široku obitelj opreme — od kompaktnog ručnog električnog narezivača cijevi koji vodoinstalater nosi na gradilište, do višeosnog CNC stroja za savijanje cijevi koji radi u pogonu za proizvodnju automobila. Ono što ovi strojevi dijele je zajednička svrha: obrada cijevi većom brzinom, dosljednošću i preciznošću nego što se to može postići ručnim metodama.
U vodovodu, građevinarstvu, HVAC-u, nafti i plinu te industrijskoj proizvodnji, cijevni priključci moraju godinama držati pod pritiskom bez curenja. Ta pouzdanost počinje na razini stroja. Stroj za narezivanje navoja cijevi koji reže neprecizne navoje ili stroj za savijanje cijevi koji savija stijenku cijevi tijekom krivulje, proizvodi komponente koje ne rade. Razumijevanje različitih kategorija stroj za cijevi — i kako odabrati i upravljati pravim — temeljno je za svakog trgovca, proizvođača ili upravitelja objekta koji radi sa sustavima cjevovoda.
Strojevi za narezivanje navoja cijevi: kako rade i kada ih koristiti
Stroj za narezivanje navoja cijevi reže vanjske konusne navoje na kraju čelične, pocinčane, nehrđajuće ili crne željezne cijevi. Ti navoji odgovaraju standardnim specifikacijama - najčešće NPT (National Pipe Taper) u Sjevernoj Americi ili BSPT (British Standard Pipe Taper) u Europi i na mnogim izvoznim tržištima - omogućujući da se cijev uvrne izravno u fiting, ventil ili spojnicu kako bi se formirao spoj nepropusni na pritisak.
U središtu svakog stroja za narezivanje navoja nalazi se glava matrice koja drži tri ili četiri otvrdnute matrice za rezanje. Dok stroj okreće cijev ili glavu matrice (ovisno o dizajnu), matrice za rezanje zagrizaju stijenku cijevi i urezuju spiralne utore, uklanjajući tanku spiralu metala sa svakim prolazom. Ulje za rezanje nanosi se kontinuirano tijekom ovog procesa kako bi se matrice ohladile, smanjilo trenje, ispralo metalne strugotine i proizvela čišća površina navoja. Bez odgovarajućeg ulja za rezanje, matrice se pregrijavaju i brzo tupe, proizvodeći grube navoje koji su izvan tolerancije.
Ručni strojevi za narezivanje cijevi
Ručni narezivači cijevi koriste zaporni mehanizam i dugačku ručku za ručno okretanje glave matrice. Zahtijevaju fizički napor operatera i najprikladniji su za mekše materijale cijevi — standardne čelične i pocinčane cijevi promjera do oko 2 inča. Glavne prednosti su pristupačnost i prenosivost: ručni uvlakač konca teži vrlo malo, ne treba mu izvor napajanja i može se koristiti na mjestima gdje struja nije dostupna. Za povremeni rad na urezivanju navoja - nekoliko spojeva tjedno u kontekstu održavanja ili popravka - ručni stroj pruža odgovarajuće performanse po niskoj cijeni.
Električni strojevi za narezivanje navoja
Električni strojevi za narezivanje navoja koriste indukcijski ili univerzalni motor za automatsko okretanje cijevi dok operater vodi reznu glavu u zahvat. Ovo eliminira većinu fizičkog napora i dramatično povećava propusnost. Vješt rukovatelj na stacionarnom električnom stroju za narezivanje navoja može izrezati čisti navoj za znatno manje od minute po kraju cijevi, u usporedbi s nekoliko minuta kontinuiranog napora na ručnom alatu. Električni strojevi rade sa širim rasponom veličina cijevi - obično od ¼ inča do 4 inča ili više na većim stacionarnim modelima - i mogu provlačiti tvrđe materijale uključujući nehrđajući čelik i cijevi s debelim stijenkama.
Prijenosni električni strojevi za narezivanje navoja kombiniraju rad na motorni pogon s kompaktnim dizajnom pogodnim za transport između radilišta. Ovo je dominantan izbor za profesionalne vodoinstalatere i montere cijevi koji svakodnevno režu cijevi. Stacionarni strojevi za radionice dodaju značajke poput ugrađenih škripaca za cijevi, automatskih sustava za podmazivanje i integriranih rezača cijevi i razvrtača, čineći jedan stroj sposobnim za mjerenje, rezanje, razvrtanje i narezivanje cijevi u jednom kontinuiranom tijeku rada.
Ključne specifikacije za usporedbu pri odabiru stroja za narezivanje cijevi
| Specifikacija | Ručni urezivač konca | Prijenosni električni | Stacionarni električni |
|---|---|---|---|
| Raspon veličina cijevi | ¼" – 2" | ¼" – 2" | ¼" – 4" (ili veće) |
| Izvor napajanja | Ništa (ručno upravljano) | 120V ili baterija | 120V ili 230V |
| Brzina urezivanja niti | Sporo | Srednje–brzo | brzo |
| Najbolji slučaj upotrebe | Povremeni popravci, udaljena mjesta | Svakodnevni terenski rad, raznolika nalazišta | Radionička proizvodnja velikih serija |
| Automatsko podmazivanje | br | Djelomično / ručno | Da (ugrađeni sustav) |
| Tipični trošak | Niska | srednje | visoko |
Strojevi za savijanje cijevi: oblikovanje cijevi bez lomljenja
Stroj za savijanje cijevi preoblikuje ravne cijevi u zakrivljene ili kutne oblike primjenom kontrolirane mehaničke, hidrauličke ili električne sile na oblikovanu matricu. Inženjerski izazov kod savijanja cijevi je značajan: vanjska strana zavoja rasteže se pod napetošću dok se unutrašnjost sabija, a stijenka cijevi ima tendenciju spljoštiti se ili naborati ako se sila ne primijeni ispravno i ne podupre na odgovarajući način. Različite metode savijanja i tipovi strojeva predstavljaju različita inženjerska rješenja za ovaj izazov, a svaki ima svoj odnos između cijene, složenosti, točnosti i vrsta savijanja koje može proizvesti.
Kompresijsko savijanje
Tlačno savijanje je najjednostavniji oblik mehaničkog savijanja cijevi. Cijev se drži na fiksnoj savijenoj matrici stezaljkom ili blokom, a cipela za brisanje primjenjuje silu da gurne cijev na zakrivljenu površinu matrice. Ova metoda je ekonomična i brza za savijanja velikog radijusa u materijalu debljih stijenki, a obično se koristi u HVAC kanalima, izradi okvira stolica i osnovnim vodovodnim primjenama. Njegovo ograničenje je sklonost spljoštiti ili naborati tankostjenu cijev na užim radijusima, što je čini neprikladnom za primjene koje zahtijevaju čisti poprečni presjek nakon savijanja.
Savijanje rotacijskim izvlačenjem
Rotacijsko savijanje najčešće je korištena metoda preciznog savijanja u industrijskoj proizvodnji cijevi. Cijev je stegnuta na rotirajuću matricu za savijanje koja povlači materijal oko fiksnog radijusa. Tlačna matrica primjenjuje silu na zadnji dio cijevi kako bi spriječila njegovo povlačenje prema unutra, a stezna matrica drži vodeći dio čvrsto na mjestu. Rezultat je savijanje s dosljednim radijusom središnje linije i minimalnim izobličenjem — zbog čega ova metoda dominira u automobilskim ispušnim sustavima, izradi kaveza za zaštitu, zrakoplovnim cijevima, strukturalnim rukohvatima i HVAC aplikacijama gdje je točnost dimenzija kritična.
Rotacijski strojevi za savijanje kreću se od ručno upravljanih stolnih jedinica pogodnih za lagane cijevi do CNC-kontroliranih sustava s višeosnim pozicioniranjem koji mogu proizvesti složene 3D geometrije u jednoj kontinuiranoj operaciji. Za tankostjenu cijev, trn — precizno oblikovana unutarnja potporna šipka, ponekad s kuglastim segmentima — umetnuta je u cijev kroz zonu savijanja kako bi se spriječilo urušavanje stijenke prema unutra tijekom savijanja.
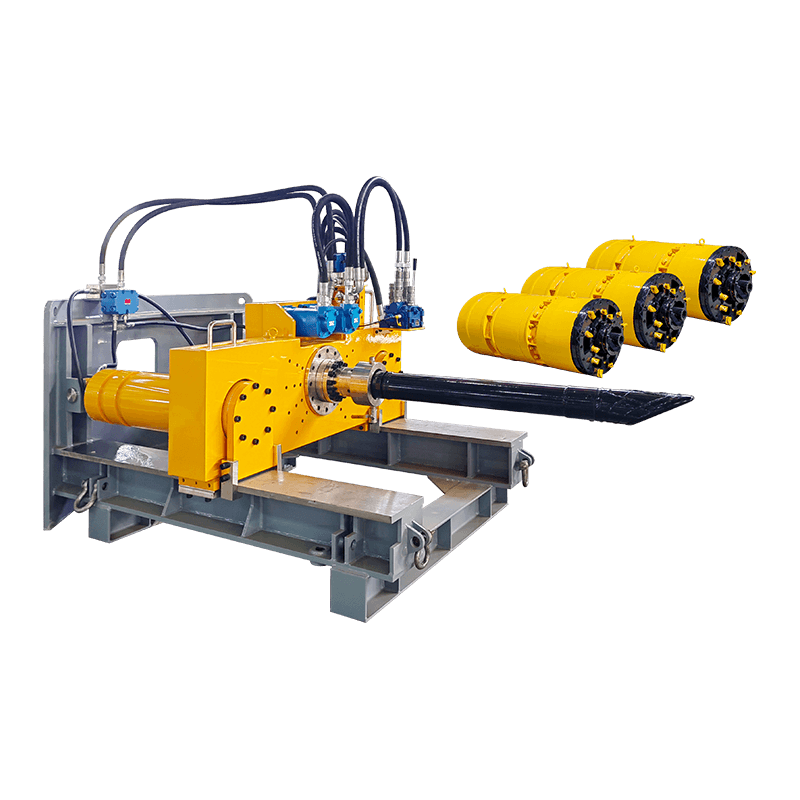
Hidraulički strojevi za savijanje cijevi
Hidraulički strojevi za savijanje koriste tekućinu pod tlakom za pokretanje klipa ili klipa koji daje vrlo veliku silu savijanja — daleko više od one koju može proizvesti ručni ili električni mehanizam. To ih čini standardnim izborom za konstrukcijske cijevi s teškim stijenkama, industrijske cjevovode velikog promjera i građevinske primjene gdje je zahtjev za sirovom silom savijanja ograničavajući faktor. Hidraulički strojevi mogu se konfigurirati za savijanje rotacijskim izvlačenjem, potisnim savijanjem ili klinastim savijanjem ovisno o instaliranom setu kalupa, što im daje široku svestranost u različitim veličinama cijevi i materijalima, uključujući ugljični čelik, nehrđajući čelik i aluminij.
CNC strojevi za savijanje cijevi
CNC (Computer Numerical Control) strojevi za savijanje cijevi automatiziraju cijeli slijed savijanja putem programabilnog softvera. Operator unosi kutove savijanja, polumjere, položaje rotacije i udaljenosti povlačenja, a stroj izvodi svako savijanje s preciznošću ispod stupnja i potpunom ponovljivošću od jednog dijela do drugog. Višeosni CNC savijači mogu proizvesti složene 3D sklopove cijevi — automobilske ispušne sustave, zrakoplovne hidraulične vodove, cijevi medicinske opreme — što bi bilo nemoguće postići dosljedno ručnim metodama. CNC strojevi postižu tipičnu točnost od ±0,5° po savijanju, a napredni modeli integriraju skeniranje crtičnog koda, automatsko pozicioniranje igle i ispravljanje pogrešaka u stvarnom vremenu za daljnje smanjenje stope otpada.
Strojevi za savijanje valjaka
Savijači valjaka koriste tri pogonska valjka raspoređena u trokutastu konfiguraciju za postupno oblikovanje cijevi u krivulje velikog radijusa, lukove ili potpune krugove. Za razliku od rotacijskog izvlačenja ili savijanja kompresijom, savijanje valjkom je inkrementalni proces deformacije — cijev prolazi naprijed-natrag kroz valjke više puta, pri čemu središnji valjak lagano napreduje sa svakim prolazom, dok se ne postigne željeni radijus. Valjkasti savijači naširoko se koriste u arhitektonskoj i konstrukcijskoj izradi za oblikovanje zakrivljenih rukohvata, lučnih krovnih greda, zakrivljenih okvira, prstenova za kružne cijevi i zavojnica velikog promjera. Ne mogu proizvesti zavoje malog radijusa, ali se ističu u glatkim, kontinuiranim krivuljama na dugim duljinama cijevi.
Strojevi za rezanje cijevi: čisti rezovi kao temelj svakog spoja
Svaka operacija narezivanja cijevi ili zavarivanja počinje čistim, pravokutnim rezom. Strojevi za rezanje cijevi kreću se od jednostavnih rotacijskih rezača cijevi za bakrene i čelične cijevi malog promjera do orbitalnih sustava za rezanje velikog promjera koji se koriste u izgradnji industrijskih cjevovoda. Pravi način rezanja ovisi o materijalu cijevi, promjeru, debljini stjenke i potrebnoj pripremi kraja.
Rotacijski rezači cijevi
Rotacijski rezači cijevi koriste otvrdnuti kotačić za rezanje koji se postupno zateže dok se alat okreće oko opsega cijevi. Svaki okret zarezuje stijenku cijevi dublje dok se rez ne završi. Ovom metodom dobiva se vrlo čist, pravougaoni rez bez iskri ili topline, što je čini idealnom za bakrene, čelične tankostjene i plastične cijevi u vodovodnim i HVAC aplikacijama. Ograničenje je u tome što radnja rezanja lagano sabija kraj cijevi, stvarajući unutarnju oštricu koja se mora ukloniti razvrtalom prije urezivanja navoja ili spajanja.
Abrazivni strojevi za rezanje
Abrazivni strojevi za rezanje (pile za rezanje ili diskovi za rezanje) koriste rotirajući abrazivni kotač za brzo rezanje cijevi. Oni mogu obraditi otvrdnule materijale cijevi i veće promjere koje rotacijski rezač ne može obraditi, ali stvaraju toplinu, iskre i grubi rezni rub koji obično zahtijeva brušenje ili turpijanje da bi se očistio. Ovi su strojevi uobičajeni u tvornicama i na gradilištima gdje je brzina važnija od kvalitete rezanja i gdje se naknadnim operacijama poput zavarivanja može prilagoditi nešto manje precizna priprema kraja.
Rezači cijevi s tračnom pilom
Tračne pile koriste oštricu s kontinuiranim zubima za čisto rezanje cijevi i bez stvaranja topline abrazivnog kotača. Oni proizvode ravnu, relativno čistu površinu i mogu se koristiti na širem rasponu materijala uključujući nehrđajući čelik i aluminij. Radioničke tračne pile za rezanje cijevi često uključuju škripce za cijevi i kutne ograde kako bi se osigurali točni kutovi rezanja, što je posebno važno za spojeve cijevi pod kutom u strukturalnim ili arhitektonskim primjenama.

Strojevi za izradu utora u cijevima: priprema cijevi za spojnice s utorima
Strojevi za izradu utora u cijevima izrezuju ili valjaju utore u vanjskom opsegu kraja cijevi, omogućujući ugradnju mehaničkih spojnica s utorima bez zavarivanja ili urezivanja navoja. Ova metoda spajanja — razvijena prvenstveno za sustave za suzbijanje požara, industrijske procesne cjevovode i HVAC — omogućuje sastavljanje i rastavljanje cijevnih sustava mnogo brže od navojnih ili prirubničkih spojeva, što ga čini popularnim za velike komercijalne i industrijske instalacije gdje su pristup održavanju i brzina instalacije prioriteti.
Postoje dvije vrste utora: urezani utor, koji uklanja materijal da bi se stvorio utor, i valjani utor, koji hladno oblikuje utor bez uklanjanja materijala. Urezivanje valjkom je brže i čuva debljinu stijenke cijevi u području utora, ali zahtijeva da stijenka cijevi bude dovoljno debela da se deformira bez kvara. Urezivanje utora se koristi tamo gdje je cijev pretanka za utor u valjku ili gdje dimenzije utora zahtijevaju veću preciznost. Strojevi za urezivanje cijevi dizajnirani za korištenje na gradilištima obično su prijenosni, električni i sposobni za urezivanje čeličnih, nehrđajućih i aluminijskih cijevi od 1 inča do 12 inča ili više.
Industrije koje ovise o strojevima za cijevi
Strojevi za cijevi služe gotovo svakoj industriji koja pomiče tekućinu, plin ili čvrsti materijal kroz zatvorene sustave. Konkretni tipovi i konfiguracije strojeva koji se koriste značajno se razlikuju ovisno o primjeni.
- Ugovaranje vodoinstalaterskih i strojarskih radova: Električni strojevi za narezivanje navoja za cijevi osnovni su alat za rezanje navoja na cijevima od crnog željeza i pocinčanog čelika koje se koriste u sustavima vodoopskrbe, distribucije plina i protupožarne zaštite. Prijenosni modeli putuju s mjesta na mjesto s posadom; stacionarni radionički strojevi podržavaju prefabrikaciju cjelovitih kalema cijevi.
- HVAC sustavi: Strojevi za savijanje cijevi oblikuju bakrene cijevi za vodove rashladnog sredstva i čelične cijevi za rashlađenu vodu i kondenzatorske sustave. Savijanje kompresijom i rotacijskim izvlačenjem proizvodi standardizirana savijanja potrebna u kanalima i sklopovima cjevovoda, dok strojevi za izradu utora pripremaju cijevi većeg promjera za utorene spojne spojeve.
- Nafta i plin: Visokotlačni procesni cjevovodi u rafinerijama, petrokemijskim postrojenjima i prijenosnim sustavima zahtijevaju precizno narezivanje navoja i pripremu krajeva. Veliki stacionarni strojevi za narezivanje navoja obrađuju cijevi s teškim stijenkama i velikim promjerom u stupnjevima koji su prečvrsti za prijenosnu opremu. Indukcijski strojevi za savijanje koriste se za savijanje cijevi s debelim stijenkama pod određenim kutovima za promjenu smjera bez ugrožavanja tlačne vrijednosti cijevi.
- Proizvodnja automobila: CNC rotacijski strojevi za savijanje proizvode ispušne sustave, cijevi šasije, komponente sigurnosnog kaveza, vodove za gorivo i hidrauličke vodove s točnom 3D geometrijom i preciznošću ispod stupnja. Velike količine proizvodnje čine potpunu automatizaciju ključnom u ovom sektoru.
- Aerospace: Savijanje trna na CNC strojevima proizvodi hidrauličke vodove i vodove za gorivo u cijevima od aluminija, titana i nehrđajućeg čelika. Zahtjevi za toleranciju su izuzetno strogi — često ±0,5° po savijanju — i stijenka cijevi mora biti potpuno poduprta tijekom savijanja kako bi se spriječilo ovaliziranje ili kolaps.
- Konstrukcija i konstrukcijska izrada: Strojevi za savijanje valjaka oblikuju konstrukcijske čelične cijevi u zakrivljene arhitektonske elemente, rukohvate i lukove velikog radijusa. Hidraulički savijači cijevi rukuju konstrukcijskim dijelovima teških zidova koji se koriste u skelama, građevinskim okvirima i komponentama mostova.
- Zaštita od požara: Instalacija sustava prskalica uvelike se oslanja na prijenosne strojeve za urezivanje navoja cijevi i opremu za izradu utora za cijevi kako bi se čelične cijevi pripremile za spojnice s navojem ili utorima koje povezuju distribucijsku mrežu sustava.
Kako odabrati pravi stroj za cijevi za svoj posao
Pravi stroj za cijevi ovisi o pet praktičnih čimbenika: potrebnoj vrsti operacije, materijalu cijevi i rasponu promjera, obujmu posla, uvjetima na gradilištu i proračunu. Kupnja pogrešne kategorije stroja — ili prave kategorije, ali pogrešnog kapaciteta — rezultira ili strojem koji ne može podnijeti posao ili pretjerano specificiranim alatom koji košta mnogo više nego što to opravdava primjena.
Uskladite stroj s operacijom
Započnite tako da točno odredite što treba učiniti na cijevi. Urezivanje navoja, savijanje, rezanje i urezivanje utora različite su operacije koje zahtijevaju različite strojeve — iako neki stacionarni strojevi za urezivanje navoja integriraju rezač cijevi i razvrtač u istu jedinicu. Ne kupujte stroj za narezivanje navoja kada vaš posao zahtijeva savijanje i nemojte odabrati kompresijsku savijačicu kada vaše dimenzije cijevi i radijusi savijanja zahtijevaju rotacijsko izvlačenje. Neusklađenost vrste stroja sa zadatkom gotovo uvijek proizvodi manjkave rezultate bez obzira na vještinu operatera.
Potvrdite veličinu cijevi i kompatibilnost materijala
Svaki stroj za cijevi ima nazivni kapacitet prema promjeru cijevi i vrsti materijala. Električni stroj za narezivanje navoja s promjerom od 2 inča na standardnom čeliku bit će preopterećen nehrđajućim čelikom od 3 inča, čak i ako cijev fizički stane u steznu glavu. Uvijek provjeravajte kapacitet stroja u odnosu na najtežu, najveću i najtvrđu cijev koju ćete susresti u redovnoj uporabi — ne samo prosječni slučaj. Za strojeve za savijanje, debljina stjenke važna je jednako kao i promjer: cijev s tankim stijenkama koja se skuplja na malom radijusu u jednom stroju može zahtijevati savijalicu s trnom ili drugu konfiguraciju matrice da bi se proizvela prihvatljiva savijenost.
Volumen i učestalost korištenja
Volumen niti jedan je od najjasnijih dostupnih signala odabira. Manje od deset niti dnevno općenito je moguće uvući u ručni ili lagani prijenosni električni uređaj za uvlačenje konca. Iznad dvadeset niti dnevno, ušteda vremena i smanjeni umor operatera od potpuno opremljenog stacionarnog električnog stroja opravdavaju viši trošak. Za savijanje, tvornica koja radi s više komada na sat treba CNC stroj s automatiziranim rukovanjem; timu za održavanje koji savija cijevi nekoliko puta tjedno dobro služi hidraulični prijenosni savijač.
Prenosivost i uvjeti na gradilištu
Ako se posao odvija na više lokacija - gradilišta, industrijska postrojenja, stambeni poslovi - prenosivost je primarni zahtjev. Prijenosni električni strojevi za narezivanje navoja i kompaktne hidraulične savijačice dizajnirani su za to: dovoljno su lagani da ih može nositi jedna osoba, mogu se brzo postaviti na neravnom terenu i često uključuju integrirana postolja ili kofere za nošenje. Radionički strojevi žrtvuju prenosivost za kapacitet, preciznost i ugrađene pomoćne značajke kao što su automatsko podmazivanje, ladice za sakupljanje strugotine i integrirani rezači cijevi.
Standardi kalupa i dostupnost rezervnih dijelova
Strojevi za rezanje navoja režu navoje prema određenim standardima — NPT, BSPT ili metrički — a matrice moraju odgovarati standardu koji se koristi na vašem tržištu. Kupnja stroja dizajniranog za jedan standard niti i njegovo korištenje na tržištu koje očekuje drugi stvara probleme s kompatibilnošću pri svakoj vezi. Prije kupnje bilo kojeg stroja za narezivanje navoja za cijevi, potvrdite da su zamjenske matrice (također nazvane rezači) u veličinama cijevi koje najčešće koristite dostupne od lokalnih dobavljača. Stroj je koristan onoliko koliko alati za rezanje prihvaćaju, a dostupnost matrica trebala bi prevagnuti u odluci o kupnji jednako kao i početna cijena stroja.
Savjeti za rad i uobičajene pogreške koje treba izbjegavati
Čak i visokokvalitetni stroj za cijevi daje loše rezultate ako se njime neispravno rukuje. Ovo su najčešće pogreške viđene na terenu, zajedno s praktičnim smjernicama kako ih izbjeći.
Preskakanje ulja za rezanje — ili korištenje pogrešnog
Ulje za rezanje nije izborno na stroju za narezivanje navoja cijevi. Hladi matrice, podmazuje rez i ispire metalne strugotine s oštrice. Suho urezivanje navoja pregrijava matrice u roku od nekoliko minuta, stvarajući poderane, grube navoje i dramatično skraćujući vijek matrice. Koristite posebno ulje za rezanje navoja — obično strojno ulje ili mazivo opće namjene ne pružaju dovoljnu zaštitu od agresivnog rezanja matrica za narezivanje. Obilno nanesite ulje na početku urezivanja navoja i dopunite ga svakih rotacija ili dva na ručnim strojevima ili provjerite radi li automatski sustav podmazivanja prije pokretanja na električnom stroju.
Urezivanje navoja korodirane, prljave ili izbuljene cijevi
Stanje kraja cijevi izravno utječe na kvalitetu niti. Jaka površinska hrđa stvara neravnomjeran otpor rezanju koji proizvodi nedosljednu dubinu navoja. Unutarnje i vanjske oštrice koje nastaju tijekom procesa rezanja zahvaćaju matrice i stvaraju hrapave mrlje koje možda neće pravilno brtviti. Prije urezivanja navoja uvijek očistite kraj cijevi, uklonite sve vidljive naslage hrđe i razvrtajte unutarnji rub razvrtačem za cijevi kako biste uklonili neravnine koje je ostavio rez. Ovo dodaje manje od minute procesu i dramatično poboljšava dosljednost niti.
Korištenje istrošenih ili oštećenih matrica
Matrice za navoje su potrošne komponente koje se troše tijekom uporabe. Kako se oštrice otupljuju, navoji postaju grubi, izvan tolerancije i skloniji curenju. Teški korisnici trebaju pregledavati matrice jednom tjedno; svi bi ih korisnici trebali zamijeniti kada konci pokažu vidljivu hrapavost ili kada provjera debljine konca otkrije da konac izlazi iz specifikacije. Daljnjim korištenjem istrošenih matrica stvaraju se neispravni spojevi koji u početku mogu proći test tlaka, ali prerano otkazuju tijekom rada.
Savijanje cijevi bez dovoljnog oslonca
Na strojevima za savijanje najčešća pogreška je pokušaj savijanja bez ispravne konfiguracije matrice ili unutarnje potpore za cijev koja se obrađuje. Tankostijena cijev savijena na rotacijskom stroju za izvlačenje bez trna kolabira na unutarnjem radijusu. Cijev savijena iznad nazivnog kapaciteta stroja za taj radijus matrice proizvodi spljoštenost na vanjskoj strani savijanja i naboranje na unutarnjoj strani. Uvijek uskladite polumjer matrice s omjerom promjera i debljine stijenke cijevi i koristite trn kad god je cijev tankih stijenki ili je radijus savijanja tijesan u odnosu na promjer cijevi.
Zanemarivanje rutinskog održavanja
Strojevi za cijevi rade u prašnjavim, zauljenim i često mokrim uvjetima koji ubrzavaju trošenje pokretnih dijelova. Osnovna rutina održavanja — čišćenje metalnih krhotina sa stroja nakon svake upotrebe, podmazivanje pokretnih dijelova prema rasporedu proizvođača, provjera i zatezanje olabavljenih vijaka nakon transporta i povremeni pregled električnih priključaka — značajno produljuje vijek trajanja stroja i sprječava one vrste kvarova usred posla koji su mnogo skuplji od redovite preventivne njege. Čuvajte strojeve za narezivanje navoja na suhom mjestu i nanesite lagani sloj ulja na matrice prije skladištenja kako biste spriječili hrđu između dva korištenja.












