


Što je TBM proizvodnja i zašto je važna?
TBM proizvodnja odnosi se na projektiranje i proizvodnju strojeva za bušenje tunela — masivnih, visoko specijaliziranih dijelova opreme koji se koriste za iskopavanje tunela kroz stijene, tlo, glinu i mješovite uvjete tla. Ovo su jedni od najsloženijih strojeva ikad napravljenih, kombinirajući vrhunsko strojarstvo, hidrauliku, elektroniku i znanost o materijalima u jedinstveni integrirani sustav koji može težiti od nekoliko stotina tona za mali komunalni stroj za tunele do više od 7000 tona za projekt tunela velikog promjera za metro ili autoceste. Proizvodni proces stroja za bušenje tunela nije poput proizvodnje većine industrijske opreme — svaki je stroj zapravo prilagođeni projekt projektiran kako bi zadovoljio specifične zahtjeve geologije, promjera, poravnanja i obloge za jedan ugovor o tunelu.
Globalna potražnja za TBM postojano je rasla desetljećima, potaknuta golemim infrastrukturnim ulaganjima u sustave podzemne željeznice, cestovne tunele, vodoopskrbnu i kanalizacijsku infrastrukturu, tunele za hidroelektrane i podzemne logističke mreže. Gradovi od Londona do Mumbaija do Los Angelesa aktivno koriste TBM za izgradnju podzemne infrastrukture bez ometanja života na površini. Ova potražnja stvorila je globalnu konkurentnost TBM proizvodnja industrijom kojom dominira nekolicina velikih proizvođača sposobnih isporučiti prilagođene strojeve projektirane i izgrađene s tolerancijama izvanredne preciznosti u ugovornim rokovima koji mogu trajati 18 mjeseci ili više.
Vrste strojeva za bušenje tunela i kako se svaki od njih proizvodi drugačije
Proizvodnja TBM-a nije jedan proizvodni proces — to je obitelj srodnih, ali izrazito različitih dizajna strojeva, od kojih je svaki projektiran za specifične uvjete tla. Tip TBM odabran za projekt temeljno oblikuje opseg proizvodnje, specifikacije komponenti i uključenu složenost sklapanja.
Hard Rock TBM (TBM s hvataljkama)
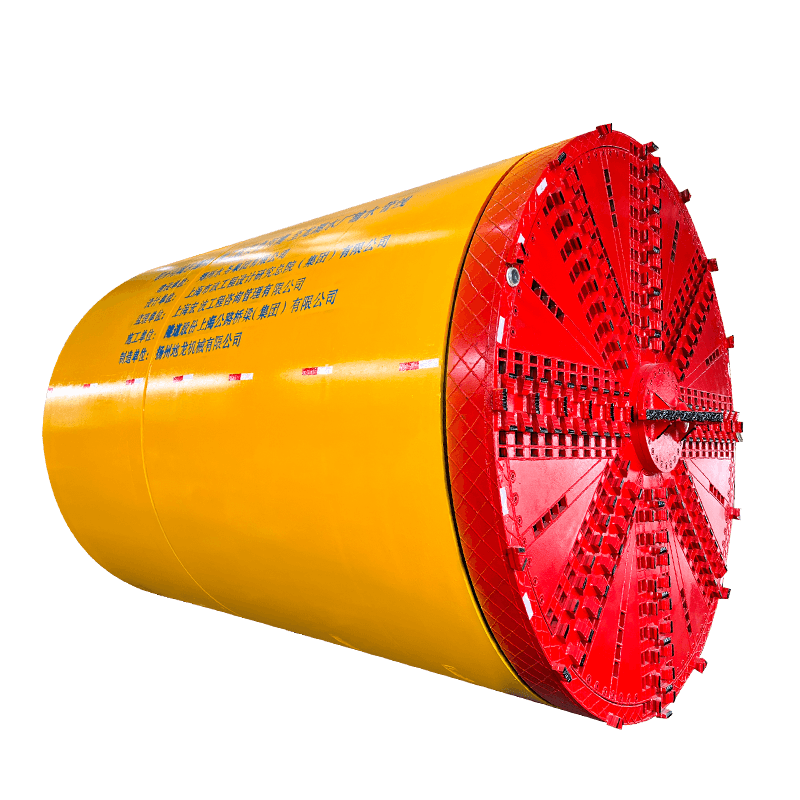
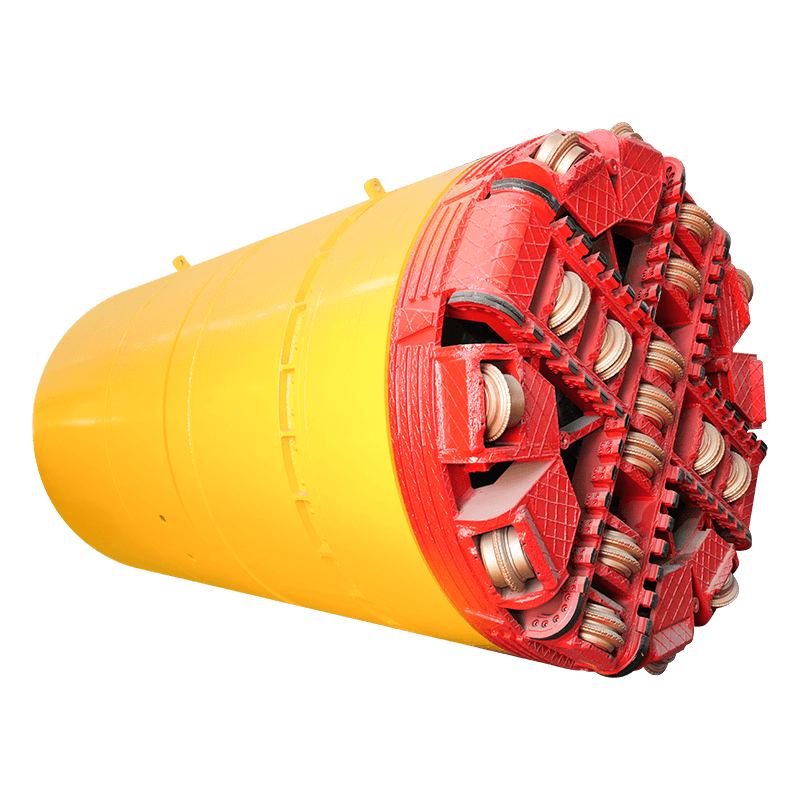
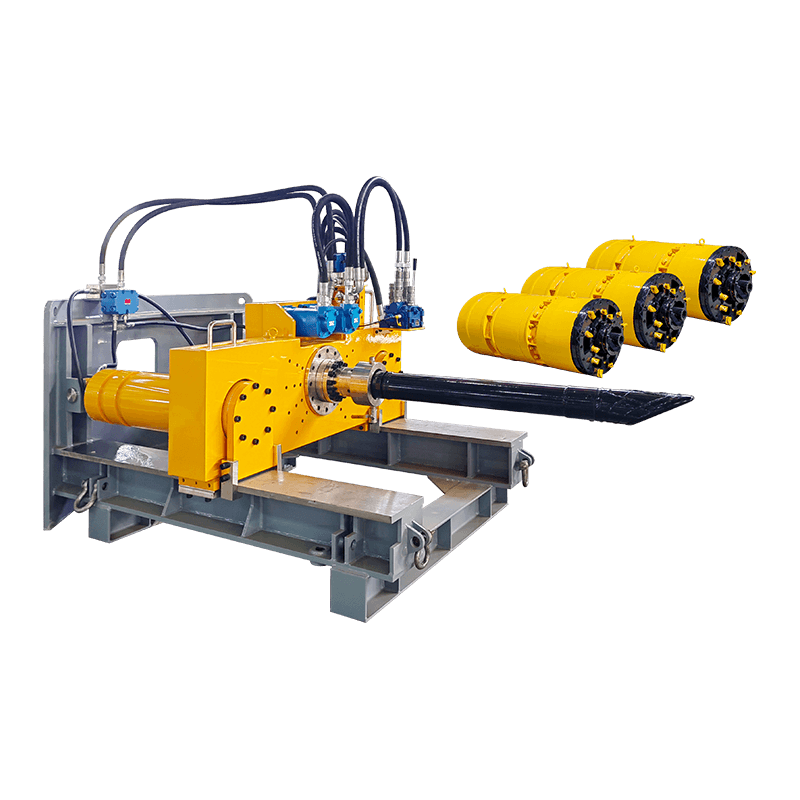
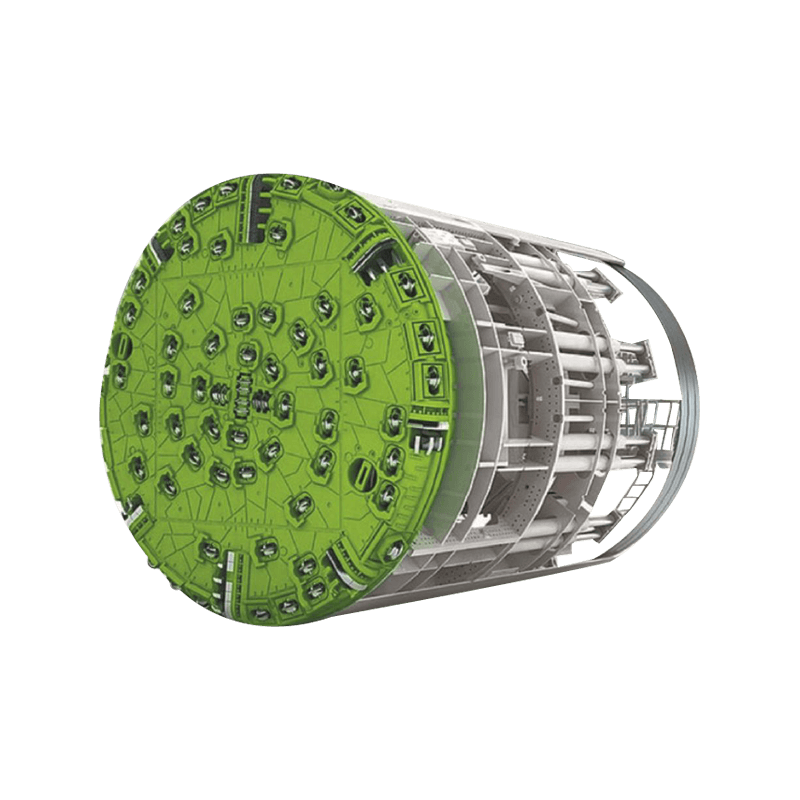
Hvataljke TBM dizajnirane su za probijanje tunela kroz čvrstu, kvalitetnu stijenu kao što su granit, bazalt i vapnenac. Stroj napreduje gurajući rotirajuću glavu rezača prema stijeni dok se hidraulične hvataljke protežu bočno kako bi se poduprle o zidove tunela, pružajući reakcijsku silu potrebnu za potisak prema naprijed. Proizvodnja hvataljke TBM usredotočena je na proizvodnju iznimno robusne glave rezača — obično izrađene od čeličnog lima visoke čvrstoće s precizno postavljenim kućištima rezača s diskovima — i snažnim glavnim ležajnim sklopom koji može prenijeti ogromna potisna opterećenja dok se kontinuirano rotira. Pločasti rezači na strojevima za tvrdi kamen precizno su konstruirane komponente od tvrdog metala koje moraju biti proizvedene prema uskim dimenzijskim tolerancijama kako bi se osiguralo ravnomjerno trošenje po površini glave rezača.
Strojevi za ravnotežu tlačnog pritiska (EPB).
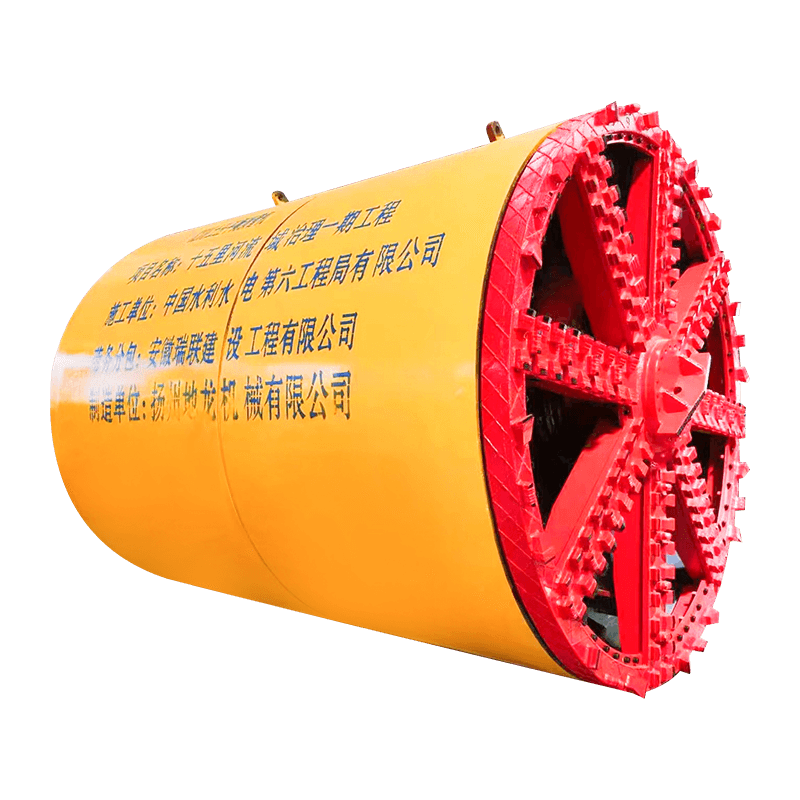
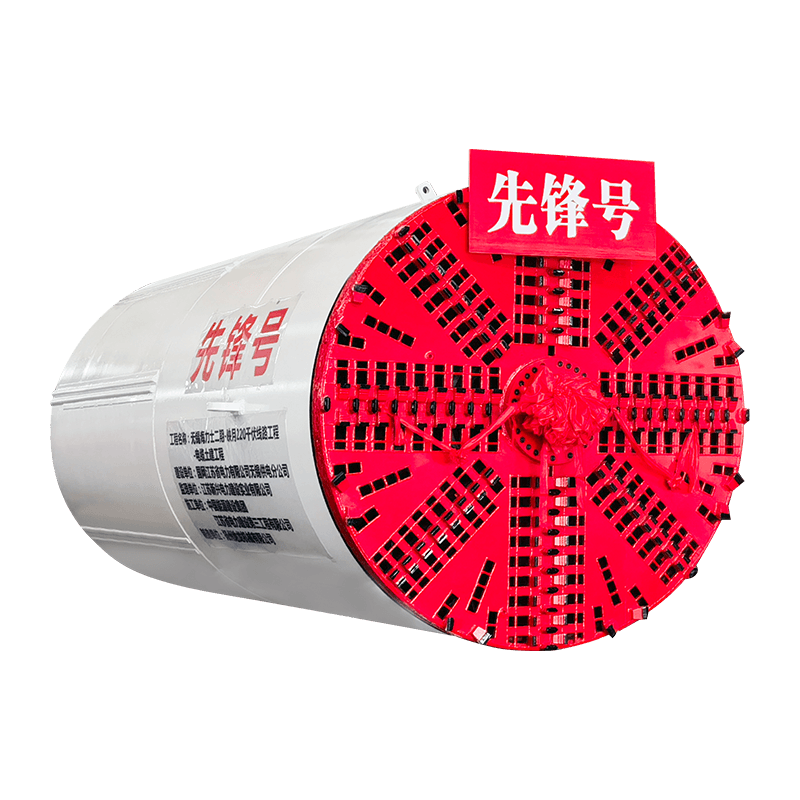
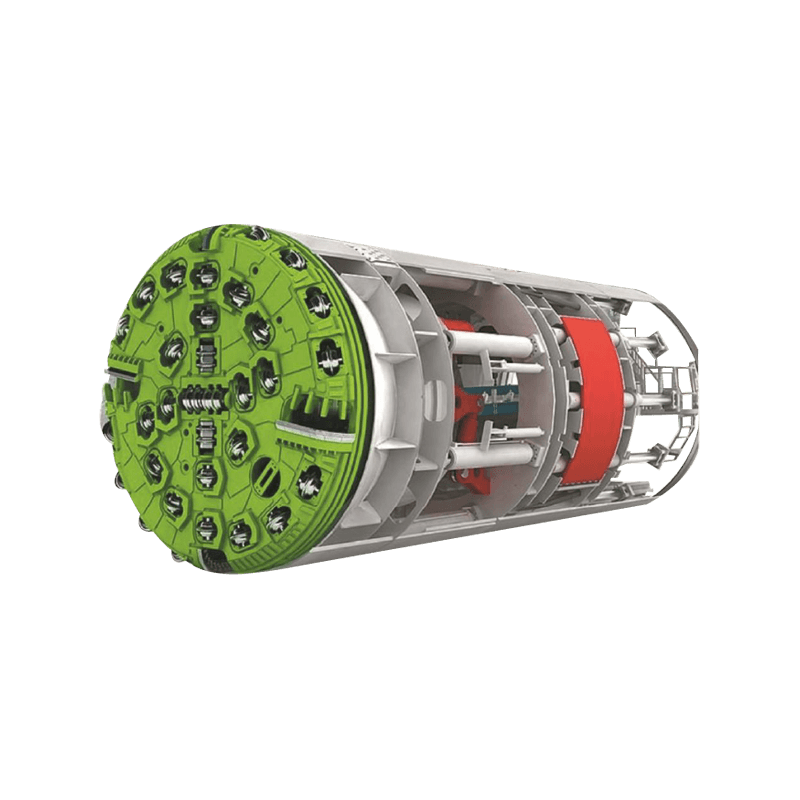
EPB strojevi su radni konj gradskog tuneliranja u mekom tlu, mješovitom tlu i vodonosnim uvjetima. Oni koriste sam iskopani materijal — kondicioniran dodatkom pjene, polimera ili bentonita — kako bi održali čeoni pritisak i spriječili slijeganje tla iznad tunela. Složenost proizvodnje EPB TBM-a usredotočena je na sustav pužnog transportera koji kontrolira brzinu ekstrakcije materijala kako bi se uravnotežio prednji pritisak, sustav ubrizgavanja pjene integriran u glavu rezača i tijelo štita koje mora izdržati puni pritisak zemlje i vode okolnog tla. Geometrija glave rezača za EPB strojeve bitno se razlikuje od dizajna za čvrste stijene — uključuje strugače, lopatice i otvore za kondicioniranje tla umjesto kućišta rezača s diskovima.
Slurry Shield TBM-ovi
Gnojnica TBM se koristi u rastresitom, vodom zasićenom tlu gdje čak ni EPB obrada površine nije dovoljna za održavanje stabilnosti. Oni održavaju čeoni pritisak pomoću bentonitnog gnoja pod tlakom koji ispunjava komoru za iskop, poduprt pregradom iza glave rezača. Gnojnica se pumpa na površinu kroz cjevovod, obrađuje u postrojenju za separaciju kako bi se uklonio otpad i ponovno cirkulira natrag na površinu. Proizvodnja TBM-a za strojeve za gnojnicu uključuje proizvodnju postrojenja za odvajanje kao dio cjelokupnog opsega sustava — dodatni inženjerski izazov koji uključuje hidrociklone, centrifuge i infrastrukturu za pumpanje gnojnice uz sam stroj.
Mješoviti mljeveni i TBM-ovi promjenjive gustoće
Neki od najsloženijih TBM-ova ikad proizvedenih su strojevi dizajnirani za mješovite uvjete - tunele koji prolaze kroz stijene i meko tlo unutar istog poprečnog presjeka tunela ili prelaze između zona tvrdog kamena i mekog tla duž trase. Ovi TBM-ovi promjenjive gustoće ili mješovitog tla moraju sadržavati disk rezače i alate za rezanje mekog tla u istoj glavi rezača, s konvertibilnim komorama za iskopavanje koje se mogu prebacivati između EPB i tvrdog kamena tijekom vožnje. Proizvodnja ovih strojeva zahtijeva rješavanje simultanih sukobljenih dizajnerskih zahtjeva koji guraju TBM inženjering do njegovih granica.
Temeljne komponente proizvedene u svakom TBM-u
Bez obzira na tip, svaki stroj za bušenje tunela dijeli skup osnovnih podsustava koji moraju biti dizajnirani i proizvedeni da rade zajedno kao precizno integrirani sustav. Razumijevanje ovih ključnih komponenti objašnjava zašto je proizvodnja TBM-a tako tehnički zahtjevna i vremenski intenzivna.
| komponenta | Funkcija | Ključni proizvodni izazov |
| Glava za rezanje | Iskopava lice tunela rotiranjem na stijeni ili tlu | Strukturni integritet pod kombiniranim opterećenjima potiskom i momentom; točnost pozicioniranja alata za rezanje |
| Sklop glavnog ležaja | Podržava glavu rezača i prenosi potisak i okretni moment | Životni vijek ležaja pod dugotrajnim velikim opterećenjem; brtvljenje protiv onečišćenja tla |
| Tijelo štita | Štiti radnike i opremu; osigurava strukturno stanovanje | Precizna okruglost za erekciju segmenta; otpornost na pritisak tla |
| Sustav potisnih cilindara | Potiče stroj naprijed prema postavljenoj oblogi tunela | Sinkronizirana kontrola hoda na svim cilindrima; pouzdanost brtve |
| Popravljač segmenata | Odabire i ugrađuje segmente montažne betonske obloge | Točnost pozicioniranja; pouzdanost vakuumskog sustava; nosivost |
| Pogonski motori i mjenjači | Pokrenite rotaciju glave rezača | Gustoća snage u ograničenom prostoru; upravljanje toplinom |
| Hidraulička pogonska jedinica | Napaja sve hidrauličke sustave uključujući potisak i uspravljač | Integracija sustava; zalihost; odbijanje topline u zatvorenom prostoru |
| Sustav kontrole i navođenja | Navigira trasom tunela i nadzire sve sustave | Točnost u podzemnom okruženju bez GPS-a; integracija podataka u stvarnom vremenu |
TBM proizvodni proces korak po korak
Proces proizvodnje stroja za bušenje tunela od dodjele ugovora do tvorničkog ispitivanja je dugotrajan inženjerski i proizvodni program koji se sastoji od više faza. Razumijevanje slijeda pojašnjava zašto su vremena isporuke TBM-a obično 12-24 mjeseca čak i za iskusne proizvođače s uspostavljenim opskrbnim lancima.
Faza 1 — Geotehnička analiza i analiza projektnih zahtjeva
Prije projektiranja pojedine komponente, inženjerski tim proizvođača TBM-a provodi detaljnu analizu podataka geotehničkih istraživanja koje je dostavio klijent. To uključuje karotaže bušotine, parametre čvrstoće stijena, profile tlaka podzemne vode, rezultate ispitivanja abrazivnosti i podatke o propusnosti tla duž cijele trase tunela. Ova analiza izravno pokreće dizajn glave rezača, dimenzioniranje potisnog sustava, specifikaciju ležaja i konfiguraciju sustava za kondicioniranje tla. Stroj koji je dizajniran na temelju netočnih ili nedovoljnih podataka o zemlji neće raditi ili neće raditi — geotehnička analiza temelj je na kojem se gradi cijeli dizajn.
Faza 2 — Prilagođeni inženjering i dizajn
S uspostavljenim uvjetima na tlu, inženjerski tim razvija kompletan TBM dizajn koristeći napredni 3D CAD softver i analizu konačnih elemenata. Strukturni dizajn glave rezača analiziran je za kombinirane scenarije opterećenja potiska i zakretnog momenta. Proračuni vijeka trajanja glavnog ležaja izvode se korištenjem teorije vijeka trajanja ležaja ISO 281 prilagođene spektru opterećenja specifičnim za TBM. Tolerancije okruglosti tijela štita postavljene su na temelju geometrije obloge segmenta. Svaki veliki zavar u strukturnoj izradi projektiran je i dokumentiran u skladu s relevantnim strukturnim kodovima. Sama ova faza projektiranja obično traje tri do pet mjeseci za TBM velikog promjera i proizvodi desetke tisuća inženjerskih crteža i specifikacija.
Faza 3 — Nabava materijala i lanac opskrbe
Proizvodnja TBM-a zahtijeva ogroman raspon specijaliziranih materijala i komponenti, od kojih mnogi imaju duga vremena nabave. Strukturalna čelična ploča visoke čvrstoće za glavu rezača i tijelo štita, ležajevi s okretnim prstenom velikog promjera, planetarni mjenjači velikog momenta, hidraulički cilindri proizvedeni prema preciznim specifikacijama hoda i tlaka te specijalizirani sustavi brtvljenja zahtijevaju ranu nabavu kako bi se izbjeglo kašnjenje u proizvodnji. Sklop glavnog ležaja — masivni okretni prsten koji može premašiti tri metra u promjeru za veliki TBM — često ima samostalnu proizvodnju od šest do devet mjeseci i obično je kritična stavka u cijelom rasporedu isporuke TBM-a.
Faza 4 — Strukturalna izrada
Strukturna izrada TBM-a uključuje rezanje, oblikovanje i zavarivanje dijelova teških čeličnih ploča u glavne strukturne sklopove — glavu rezača, prednji štit, stražnji štit i komponente pratećeg zupčanika. Ovaj posao izvode certificirani zavarivači konstrukcija koristeći prethodno kvalificirane postupke zavarivanja i pregledani ispitivanjem bez razaranja uključujući ultrazvučno ispitivanje, ispitivanje magnetskim česticama i radiografsko ispitivanje. Kontrola dimenzija tijekom izrade je kritična — tijelo oklopa mora biti okruglo unutar uskih tolerancija kako bi se segmenti obloge tunela mogli ugraditi s dosljednom geometrijom razmaka. Veliki konstrukcijski sklopovi strojno se obrađuju nakon izrade kako bi se postigle potrebne tolerancije sučelja na površinama za spajanje.
Faza 5 — mehanički i hidraulički sklop
Nakon dovršetka konstrukcijske izrade, stroj se postupno sastavlja sa svojim mehaničkim, hidrauličkim i električnim sustavima. Glavni ležaj je ugrađen i zategnut prema specifikaciji. Pogonski motori i mjenjači su montirani i usklađeni. Instalira se sustav potisnih cilindara i svi cilindri se pojedinačno ispituju pod tlakom prije spajanja na hidrauličku pogonsku jedinicu. Sastavlja se ruka za podizanje segmenta i provjerava se njen doseg, brzina i nosivost. Kontrolni sustav je ožičen i integriran, sa svim ulazima senzora i izlazima aktuatora verificiranim prema dokumentaciji upravljačke logike. Ova faza montaže zahtijeva intenzivnu kvalificiranu radnu snagu — montaža TBM-a zahtijeva tehničare koji razumiju potpunu integraciju sustava, a ne samo instalaciju pojedinačnih komponenti.
Faza 6 — Tvorničko prijemno ispitivanje
Prije nego što TBM napusti tvornicu, prolazi sveobuhvatan tvornički prijemni test (FAT) kojem prisustvuju klijent i njihovi tehnički predstavnici. FAT provjerava funkcioniraju li svi sustavi prema specifikaciji u kontroliranim uvjetima — brzina rotacije glave rezača i okretni moment, sila i hod potisnog cilindra, raspon i nosivost dizača segmenata, tlak i protok hidrauličkog sustava, funkcija električnog sustava i odziv upravljačkog sustava. Sustav za navođenje je kalibriran i verificiran. Svi nedostaci utvrđeni tijekom FAT-a moraju se ispraviti prije nego što se stroj odobri za isporuku. FAT zapis postaje dio stalne dokumentacije stroja i na njega se upućuje tijekom njegova radnog vijeka.

Standardi preciznog inženjerstva u proizvodnji TBM-a
Zahtjevi za preciznošću proizvodnje TBM-a suparnici su s zahtjevima teške zrakoplovne i obrambene opreme. Ove tolerancije nisu proizvoljne — one izravno utječu na sposobnost stroja da izgradi tunel prema specificiranom poravnanju, ugradi segmente obloge bez oštećenja i održi vodonepropusne spojeve između segmenata tijekom životnog vijeka tunela.
- Okruglost glave rezača: Vanjski promjer glave rezača mora biti unutar ±2–3 mm od nominalnog promjera provrta kako bi se zadržao projektirani gornji rez i spriječilo da štitnik ostane zarobljen u tlu. Postizanje ove tolerancije u izrađenoj čeličnoj konstrukciji promjera od pet do dvanaest metara zahtijeva pažljivo slijed operacija zavarivanja kako bi se kontrolirala distorzija i strojna obrada kritičnih površina sučelja nakon zavarivanja.
- Obrada sjedišta glavnog ležaja: Provrt kućišta i rukavac vratila koji lociraju sklop glavnog ležaja moraju biti strojno obrađeni do tolerancija u rasponu od IT6–IT7 (0,010–0,025 mm) i pregledani pomoću strojeva za precizno koordinatno mjerenje. Neispravna geometrija sjedišta ležaja dramatično smanjuje životni vijek ležaja i može uzrokovati preuranjeni kvar duboko pod zemljom — iznimno skup i dugotrajan scenarij popravka.
- Okruglost tijela štita: Segmenti prednjeg i stražnjeg štita moraju biti sastavljeni i obrađeni na toleranciju kružnosti obično unutar 5-10 mm preko punog promjera, osiguravajući da je prstenasti razmak između štita i instaliranih segmenata obloge dosljedan po obodu. Ova je konzistencija ključna za učinkovitost brtvljenja kože repa — četke i mast koje brtve prazninu između repa štita i obloge moraju imati ravnomjeran kontakt kako bi spriječili prodor podzemne vode.
- Sinkronizacija hoda potisnog cilindra: U velikom TBM-u, 30-50 pojedinačnih potisnih cilindara mora se izvlačiti i uvlačiti u precizno koordiniranim skupinama kako bi se kontrolirao nagib i skretanje stroja dok upravlja uzduž trase tunela. Cilindri moraju biti proizvedeni prema dosljednim tolerancijama hoda, a sustav upravljanja mora biti kalibriran za održavanje sinkronizacije položaja unutar nekoliko milimetara kroz cijeli hod cilindra.
- Položaj kućišta disk rezača: Na tvrdim stijenama TBM, položaj svakog kućišta diska za rezanje na licu glave rezača mora biti precizno postavljen na projektirani radijus rezanja, osiguravajući da svi rezači na istom radijusu prate isti utor na licu stijene. Pogreške položaja u razmaku rezača uzrokuju preopterećenje pojedinačnih rezača i ubrzano trošenje, smanjujući životni vijek rezača i povećavajući učestalost dugotrajnih promjena rezača pod zemljom.
Ključne tehnologije koje pokreću modernu TBM proizvodnju
Stanje tehnike u proizvodnji strojeva za bušenje tunela značajno je napredovalo u posljednjim desetljećima, potaknuto zahtjevima sve izazovnijih projekata tunela i integracijom digitalnih inženjerskih alata koji nisu bili dostupni ranijim generacijama TBM dizajnera.
Digitalni blizanac i simulacija
Vodeći proizvođači TBM-a sada razvijaju potpune digitalne dvostruke modele svakog stroja prije početka proizvodnje. Ovi modeli integriraju strukturnu analizu, simulaciju hidrauličkog sustava i modeliranje upravljačke logike za provjeru performansi sustava u cijelom rasponu radnih uvjeta koji se očekuju na specifičnom projektu. Digitalni blizanci omogućuju inženjerima da identificiraju sukobe sučelja, optimiziraju pozicioniranje komponenti i simuliraju scenarije greške prije nego što se izreže jedan komad čelika. Tijekom rada, digitalni blizanac može se kontinuirano ažurirati stvarnim podacima o stroju za podršku prediktivnog održavanja i rješavanja problema iz inženjerskog centra proizvođača bilo gdje u svijetu.
Napredni materijali rezne glave i zaštita od trošenja
Trošenje glave rezača jedan je od primarnih čimbenika koji ograničava brzinu napredovanja TBM-a i povećava troškove održavanja u abrazivnom tlu. Moderna TBM proizvodnja uključuje napredne strategije zaštite od habanja uključujući gumbe za habanje od volfram karbida, ploču od krom karbida i keramičke kompozitne habajuće umetke u zonama najvećeg habanja glave rezača. Odabir i postavljanje zaštite od habanja sada se analizira pomoću računalne dinamike fluida i modeliranja diskretnih elemenata kako bi se predvidjeli obrasci trošenja za specifične uvjete tla i stijena u projektu, dopuštajući da se zaštita koncentrira tamo gdje je najpotrebnija, a ne da se jednolično primjenjuje.
Automatizirano zavarivanje i robotska proizvodnja
Dok se velik dio proizvodnje TBM-a još uvijek oslanja na visokokvalificirane ručne zavarivače, integracija automatiziranih sustava za zavarivanje poboljšala je konzistentnost zavara i produktivnost u zavarenim spojevima velikog volumena. Robotske ćelije za zavarivanje koriste se za ponavljajuće strukturalne zavare u štitnim pločama tijela i žbicama gdje je dosljedna geometrija zavara kritična. Zavarivanje pod praškom naširoko se koristi za teške sučeone zavare u debelim pločama, osiguravajući duboko prodiranje i visoke stope taloženja uz pouzdanu kvalitetu. Ovi automatizirani procesi oslobađaju kvalificirane zavarivače da se usredotoče na složene pristupne spojeve gdje njihova stručnost dodaje najveću vrijednost.
Sustavi za praćenje performansi u stvarnom vremenu
Suvremeni TBM-ovi opremljeni su stotinama senzora koji nadziru sve, od sile pojedinačnog potisnog cilindra do temperature glavnog ležaja, okretnog momenta glave rezača, prednjeg pritiska, tlaka ubrizgavanja masti u stražnju brtvu i položaja uspravljača segmenta. Ovi se podaci bilježe u stvarnom vremenu, prikazuju operateru, prenose u ured inženjera projekta i u mnogim slučajevima sigurno dijele s inženjerskim timom proizvođača TBM-a. Mogućnost daljinskog praćenja performansi stroja promijenila je način na koji proizvođači podržavaju svoju opremu na terenu, omogućujući brzu dijagnozu novonastalih problema prije nego što se pretvore u skupe kvarove.
Globalni proizvođači TBM-a i gdje izrađuju svoje strojeve
TBM proizvodna industrija koncentrirana je među malim brojem velikih međunarodnih proizvođača, svaki sa specijaliziranim inženjerskim sposobnostima i proizvodnim pogonima sposobnim za proizvodnju najvećih i najsloženijih strojeva na svijetu.
- Herrenknecht AG (Njemačka): Najveći svjetski proizvođač TBM-a po jediničnom volumenu i prihodima, sa sjedištem u Schwanau, Njemačka. Herrenknecht proizvodi cijeli niz tipova TBM-a od malih strojeva za mikrotuneliranje do strojeva za gnojnicu velikog promjera i EPB, s velikim proizvodnim pogonima u Njemačkoj i operacijama montaže širom svijeta. Isporučili su strojeve za neke od najzahtjevnijih svjetskih projekata tuneliranja, uključujući Gotthard Base Tunnel i brojne metro sustave diljem Azije i Bliskog istoka.
- Tvrtka Robbins (SAD): Jedno od najstarijih i najpoznatijih imena u proizvodnji TBM-a, Robbins je bio pionir u tehnologiji TBM-a za čvrste stijene i ostaje vodeći u proizvodnji TBM-ova za hvatanje glavne grede za probijanje tunela u stijenama. Oni proizvode i obnavljaju strojeve u pogonima u Sjedinjenim Državama i imaju globalnu mrežu servisa i podrške za svoju opremu koja radi diljem svijeta.
- NFM Technologies (Francuska, dio Bouygues grupe): Francuski proizvođač TBM-a sa snažnim iskustvom u gradskim strojevima za gradnju tunela velikog promjera, posebno tipovima štitova za gnojnicu i EPB za zahtjevne europske i međunarodne projekte. NFM je isporučio strojeve za velike metro projekte u Parizu, Rimu i diljem jugoistočne Azije.
- CREG — China Railway Engineering Equipment Group: Najveći kineski proizvođač TBM-a i sada jedan od najvećih u svijetu po volumenu, CREG je brzo razvio svoje inženjerske i proizvodne sposobnosti kroz kombinaciju licencirane tehnologije i domaćih ulaganja u istraživanje i razvoj. CREG isporučuje većinu TBM-ova koji se koriste u masovnim tekućim kineskim programima izgradnje metroa i tunela za brzu željeznicu te je počeo izvoziti na međunarodna tržišta.
- Kawasaki Heavy Industries i Mitsubishi Heavy Industries (Japan): Oba japanska inženjerska konglomerata imaju dugu povijest u proizvodnji TBM-a, prvenstveno za domaće japansko tržište i odabrane izvozne projekte. Japanska proizvodnja TBM-a poznata je po izuzetno visokoj kvaliteti izrade i preciznosti, s posebnom snagom u tehnologiji zaštitnih strojeva za urbano probijanje tunela na mekom tlu.
- Caterpillar (odjel Lovat, Kanada): Caterpillar je preuzeo Lovat, kanadskog proizvođača TBM, i nastavlja proizvoditi EPB i strojeve za gnojnicu pod brendom Caterpillar za tuneliranje. Njihovi strojevi naširoko se koriste u sjevernoameričkim infrastrukturnim projektima tuneliranja, uključujući vodoopskrbu i gradski prijevoz.
TBM Obnova i ponovna proizvodnja
Značajan i rastući segment proizvodne industrije TBM je obnova i ponovna proizvodnja rabljenih strojeva za nove projekte tunela. S obzirom na ogromne troškove novog TBM-a - stroj velikog promjera može koštati 15 do 50 milijuna USD ili više - vlasnici projekata i izvođači sve više procjenjuju obnovljene strojeve kao isplativu alternativu kada su projektni uvjeti kompatibilni sa specifikacijama postojećeg stroja.
Obnova TBM-a obično uključuje rastavljanje svih glavnih sustava, pregled i zamjenu istrošenih komponenti, popravak strukturnih sklopova, remont glavnog ležaja, zamjenu hidrauličkih brtvi i cilindara te potpunu ponovnu izgradnju električnih i upravljačkih sustava. Na većim projektima obnove, glava rezača može se restrukturirati kako bi se modificirao raspored rezača za različite uvjete tla, ili se promjer štita može malo prilagoditi dodavanjem ili uklanjanjem čeličnih umetaka u ploči s oblogom. Dobro izvedena obnova može produžiti životni vijek stroja za još jedan cijeli projekt, a ponekad i više, uz djelić cijene novog stroja.
Izazovi i budući trendovi u proizvodnji strojeva za bušenje tunela
Proizvodnja TBM-a suočava se s nizom tekućih tehničkih i komercijalnih izazova koji oblikuju razvoj industrije u nadolazećem desetljeću. Potražnja za većim, dubljim i automatiziranijim rješenjima za tuneliranje pomiče granice onoga što trenutna TBM tehnologija može postići i potiče značajna ulaganja u istraživanje i razvoj u cijeloj industriji.
- Povećanje promjera stroja: Trend prema većim promjerima tunela za autoceste i kombinirane metro/cestovne tunele proizvodi strojeve izvanrednih razmjera. Strojevi promjera iznad 15 metara predstavljaju strukturne i logističke izazove koji zahtijevaju nova inženjerska rješenja — transport, sastavljanje i lansiranje takvih strojeva u ograničenom prostoru lansirnog okna zahtijeva pažljivo planiranje u svakoj fazi procesa proizvodnje i isporuke.
- Automatizirani sustavi za promjenu rezača: Zamjena diskastih rezača na TBM-ovima za tvrde stijene zahtijeva od radnika da uđu u komoru za iskop pod atmosferskim ili tlačnim uvjetima kako bi ručno zamijenili istrošene rezače — jedan od najzahtjevnijih i najopasnijih zadataka u tuneliranju. Nekoliko proizvođača razvija robotske sustave za promjenu rezača koji ovaj posao mogu obavljati na daljinu, eliminirajući izloženost radnika opasnom okruženju iskopa pod pritiskom. Razvijanje manipulatora sposobnih za rukovanje težinama rezača većim od 200 kg u ograničenim, mokrim, kontaminiranim prostorima značajan je inženjerski izazov.
- Elektrifikacija pogonskih sustava: Sve veći regulatorni pritisak na kvalitetu podzemnog zraka i emisije ugljika ubrzava razvoj potpuno električnih TBM pogonskih sustava koji eliminiraju hidrauličko ulje i snagu na bazi dizela iz stroja. Glavni proizvođači aktivno razvijaju električne motore s glavama za rezanje s izravnim pogonom, pogone električnih potisnih cilindara i logistiku tunela s baterijskim ili mrežnim napajanjem.
- Otpornost lanca opskrbe: Globalni poremećaji posljednjih godina razotkrili su ranjivosti u proširenim opskrbnim lancima o kojima ovise proizvođači TBM-a — posebno za ležajeve velikog promjera, specijalizirane hidrauličke komponente i elektroničke upravljačke sustave. Proizvođači aktivno rade na kvalificiranju alternativnih dobavljača, povećanju strateških zaliha komponenti, au nekim slučajevima dovode proizvodnju komponenti koja je prethodno bila angažirana u vlastitom poslovanju kako bi smanjili izloženost prekidu opskrbnog lanca.
- Vođenje uz pomoć umjetne inteligencije i autonomni rad: Integracija umjetne inteligencije u TBM sustave za navođenje i kontrolu aktivno je razvojno područje. Modeli strojnog učenja obučeni na povijesnim projektnim podacima mogu optimizirati parametre upravljanja, predvidjeti kvalitetu izrade prstena obloge i upozoriti operatere na razvoj uvjeta na tlu prije nego što uzrokuju probleme u radu. Potpuno autonomni rad TBM-a ostaje dugoročni cilj, ali postupna automatizacija rutinskih operativnih zadataka već se primjenjuje na trenutnim projektima.
Završne misli o proizvodnji TBM
Proizvodnja strojeva za bušenje tunela nalazi se na raskrižju konstrukcijskog inženjerstva, precizne strojne obrade, hidraulike, elektronike i znanosti o materijalima — i to na razini s kojom se malo koja druga industrija može mjeriti. Svaki TBM koji napušta tvornicu je prilagođeno projektirano rješenje za određeni skup geoloških i projektnih izazova, a kvaliteta tog inženjeringa i proizvodnje u konačnici se izražava u tome koliko pouzdano stroj buši zemlju, koliko dosljedno ugrađuje kvalitetnu oblogu tunela i koliko sigurno vraća radnike kući na kraju svake smjene.
Dok potražnja za globalnom infrastrukturom nastavlja poticati ulaganja u podzemnu izgradnju, proizvođači TBM-a suočavaju se s uzbudljivom i zahtjevnom budućnošću — isporučuju strojeve sve veće veličine, složenosti i tehnološke sofisticiranosti dok upravljaju opskrbnim lancima, razvijaju sljedeću generaciju inženjera i proizvođača te integriraju digitalne tehnologije koje će definirati kako bušenje tunela izgleda tijekom sljedećih pola stoljeća. Za svakoga tko je uključen u izgradnju tunela, nabavu ili razvoj projekta, razumijevanje načina na koji su ovi izvanredni strojevi dizajnirani i izrađeni od temeljne je važnosti za donošenje informiranih odluka o jednom od najsloženijih i najposljedičnijih dijelova građevinske opreme ikada stvorenih.








